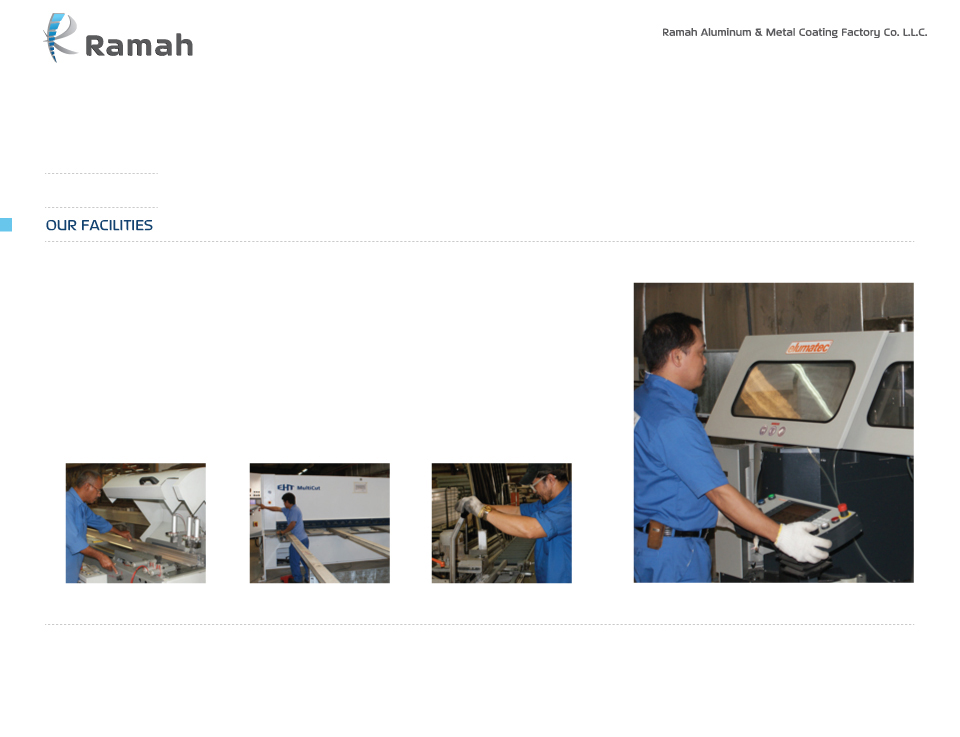
Ramah uses the latest technology (software and hardware) to provide highly sophisticated products in the market. The present capacity exceeds 2,000 tons per year on a single basis.